|
|
|
|
|
| �ǽ���������ۼ��������� |
| ˫���Զ����� |
�����ߣ�zq1229 ����ʱ�䣺2025/11/23 13:14:52 �Ķ���461�� �����壺�� �� С�� |
|
| |
�ǽ���������ۼ���������
�������ԡ�Ӧ�������뷢չǰ��
�ؼ��ʣ��ǽ��������ۣ����Ե��ˮ�����⣻����������ʴ
�������ǽ������������Ϊ���������ˮ�����������Ҫ�������£�����Ϊ��ͳ����������۵���������ߡ������ǽ���������۵ļ���ԭ����ṹ��������������������ʴ�ԡ�����������Ե���ܼ�������Ӧ�Եȷ�����������ƣ����Աȷ������봫ͳ����������������ܡ��ɱ����������ڵȷ���IJ��졣ͬʱ̽���˷ǽ�����������ڿ�������Դ��ϡ��ֲ�ʽ���⼰��ɫ����������Ĺ㷺Ӧ��ǰ������չ����δ��������չ���ƣ�ּ��Ϊ���ܲ�ҵ�Ĺ�ģ������Ч����ɳ�������չ�ṩ�ο���
һ������
���ˮ������Ϊ�����ȡ�ĺ��ļ�������ؼ��豸�������۵�����ֱ�Ӿ���������ϵͳ��Ч�ʡ��ɿ��Լ������ԡ�������Ϊ���۵ĺ��Ľṹ�����������е�֧�ŵ缫����Ĥ���ܷ�ϵͳ�Ĺ��ܣ����賤�����ܸ��¡�ǿ���λ�������Ͽ���������ͳ����������̼�ֶ�������߱��ϸ�еǿ�ȣ������ڵ縯ʴ���ء������ӹ����Ӽ�ά���ɱ��ߵ����⣬��Լ�˵��۵Ĺ�ģ�������볤���ȶ����С�
�ǽ���������۵����𣬱�־�ŵ��ˮ���⼼���ӡ�����ʱ�������߷��Ӳ���ʱ��������Ҫת�ۡ����ø����ܹ������ϣ������PSU���������ǰ�PEI���۱�����PPS�����ķ���ϩPTFE�ȣ������ͳ�����������Ӹ����Ͻ���˵绯ѧ��ʴ���⣬������������ϵͳ����������ɱ��������˵��۵ľ�Ե��ȫ���붯̬��Ӧ������Χ�Ʒǽ���������۵ļ������ԡ�Ӧ�����ơ���ս��δ����չ����չ��ϵͳ������
��������ԭ����ṹ����
1. ����ԭ��
�ǽ���������۵Ĺ���ԭ�����ڴ�ͳ���Ե��ˮ������ƣ���KOH��NaOH���Ե��Һ�У�ˮ������ֱ���糡�����·����ֽ⣬�������������������ͷ��������ǽ��������ڴ˹����еĺ����������ڣ�
��1���������С�ҵ��ܷ�߽磬��ֹ���彻��й©��
��2���ṩ�缫���Ĥ�Ļ�е֧�ţ�ά�֡��㼫�ࡱ�ṹ�Խ���ŷķ���裻
��3��ͨ�����Ե���ԣ����������뼫��֮�����ɢ����������绯ѧ����Ӧ��
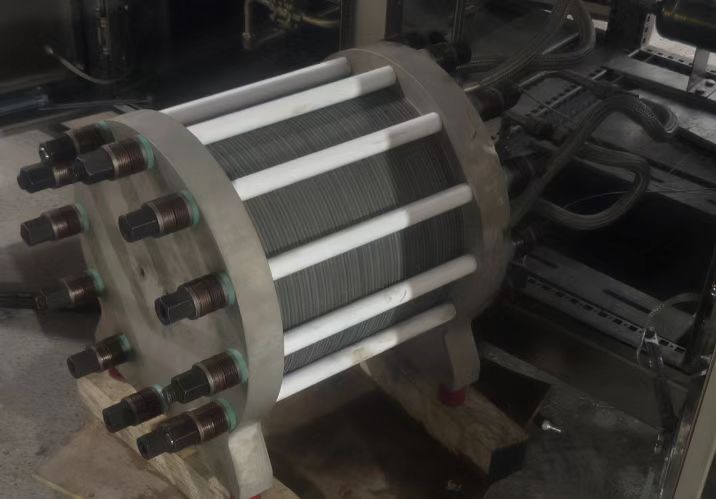
2. �ṹ���
�ǽ����������ͨ���ɶ�ѹ�塢�ǽ������������塢�缫������������������Ĥ���ܷ��Ƭ��������˨�ȹ��ɡ����У��ǽ�������Ϊ���λ��νṹ������濪���е��ס���Һͨ���������������������ڡ�������������ͨ�����ṹճ�ӣ��γɶ������С�ҡ����С�Ҵ������ӣ������������ѡ�
3. ����ѡ��
�ǽ�������IJ������������£���90�棩����ǿ�pH 14������еǿ�ȡ�����估���þ�Ե�Ե�Ҫ��Ŀǰ�������ϰ�����
��1��������PSU����������ͼ�����ߴ��ȶ��ԣ�������ALK��AEM���ۣ�
��2���������ǰ���PEI������ģ���������ȡ���ȼV-0���������ڸߵ����ܶ�PEMϵͳ��
��3���۱����ѣ�PPS�����ͻ�ѧ��ʴ����ƣ�ͣ��ʺϴ��ģע�ܳ��ͣ�
��4�����ķ���ϩ��PTFE������ǿ��ʴ����ͱ����ܣ������ڸ����ܷ�ϵͳ��
�����ǽ���������۵�����
1. ��ʴ�볤����
��ͳ����������30% KOH��Һ�������ʴ���ʿɴ�0.2 mm��ʹ������Լ8~15�꣬�Ҵ��ڵ�ż��ʴ���ʴ���ա��ǽ��������������ԣ���ȫ���ߵ绯ѧ��ʴ��ʹ�������ɴ�15~20�����ϣ�ʮ��絼��˥���ʵ���5%����������ά��Ƶ����ͣ����ʧ��
2. ��������С�ͻ�
�ǽ��������ܶȽ�Ϊ������1/3��ʹ����������������50~60%���������2/3�������Լ����������밲װ�ɱ������������ռ������ʣ��ɴ�200%�������������ڷֲ�ʽ���⡢����ƽ̨���ƶ�ʽ��Դ�ȳ�����
3. ��Ե���밲ȫ��
���ϼ�����������ʡ�10¹⁴ ����cm���ɳ�������������������ɢ�������·���գ������Ʋ���䵼�µ���Ⱦ���⡣ͬʱ�����Ե���Լ���ϵͳ��Ե��ƣ��������а�ȫ�ԡ�
4. ��̬��Ӧ���������Դ���
�ǽ���������۾߱������ɵ���������20%�C110%����ʣ�����ʵ���뼶��̬��Ӧ������ƥ���硢����Ȳ����Ե�Դ������ȹ������֧�ֿ�����ͣ������������Ŀʵ����������������ʱ�ơ�
5. �����Ѻ��뽵����Ч
�ǽ������������ƴ����������˸��������ؽ����ŷţ�������������30%���ϡ��ۺϲ��ϡ��ӹ�����ά�ɱ����ǽ����������ȫ�������ڳɱ��ϴ�ͳ��������Լ50%��Ϊ����ƽ�ۻ��ṩ�ؼ�֧�š�
�ġ��봫ͳ����������۵ĶԱȷ���
ά�� �ǽ���������� ��ͳ�����������
��ʴ�� ��ȫ���ߵ绯ѧ��ʴ ��ʴ�����������
���� ����50~60% ���ܶȽ�����������
��� ����2/3 �ṹӷ��
��Ե�� ������Ե ������Ե���
��̬��Ӧ �뼶��20%�C110%���� ��Ӧ��������������
ʹ������ ��15~20�� Լ8~15��
ά���ɱ� ���� �ߣ���������ƣ�
�����㼣 ���ơ����ؽ��� ����Ʒ�ˮ���ؽ���
�塢��ս��Բ�
1. ���¸�ѹ�µĻ�еǿ��
����������>90 �桢>1.6 MPa����������䣬Ӱ���ܷ⡣�Բߣ�������ά��ǿ������/̼�ˣ�PPS��PEI���ϲ��ϣ��Ż������߰�ṹ����������ǿ������180 MPa��
2. ��ߴ���;���
��ֱ���ǽ�������ע�����������������Բߣ�����˳����������ģ�ڲ���������ƽ��ȿɿ�����1.2 m��0.05 mm��
3. ���������ܷ������
�����ܷ�����������䵼��й©���Բߣ����ö���ܷ��ߣ�ѡ��FKM��EPDM���㣬ѹ�����ñ���<10%
4. ������֤ȱʧ
Ŀǰ���������ǽ����������ר������Բߣ��������ܱ�ί�ᡢIEC TC 105�������ǽ���������Ե��ۼ����淶���ƶ������Dz��ϡ����ԡ�������������ȫҪ��
����δ����չ����
1. ������ϵ����
����������PPS��PEI������������PPA�����ϲ��ϣ�Ŀ�����ȴ�180 �棬ǿ������30%������δ����ѹ��3�C5 MPa�����Ե�������
2. �ṹ������һ�廯
��������˫���塢Һ/����һ�廯3D��ӡ�������㲿������50%��ʵ�ֵ���ģ�黯��װ�����̽�����������
3. �����ǽ������������ϵ�����û�ѧ��ۻ��յ��壨��˫��A��4,4��-ODA����ʵ�ֲ��ϱջ����ã�̼�㼣����40%��
�ߡ�����
�ǽ����������ƾ������ʴ������������Ե��ȫ���ɱ����ƣ�����Ϊ�����ģ����ȡ�Ĺؼ�����·���������ڸ��¸�ѹ�ȶ��ԡ���ߴ���ͼ�����ϵ������������ս����ͨ�����ϴ��¡��ṹ�Ż����������죬���������������ˡ�չ��δ�������ſ�������Դ������Ŀ�Ŀ�����������۴��ͻ�����ѹ�����Ƶļ��٣��ǽ��������������ռ���г�������λ��Ϊȫ�����ܲ�ҵ�ĸ��������ɳ�����չע��ǿ��������
|
|
|
|
|
|
|
|
